Ma première année en BUT Génie Mécanique et Productique
Ma première année en BUT Génie Mécanique et Productique a été une expérience enrichissante et formatrice. J'ai eu l'opportunité de travailler sur divers projets pratiques qui m'ont permis de développer mes compétences techniques et de mieux comprendre les principes fondamentaux de la mécanique et de la productique. Chaque projet, qu'il s'agisse de l'analyse d'un produit du commerce ou de la modification d'un système mécanique, m'a offert des défis uniques et a renforcé ma passion pour ce domaine. Cette année a également été marquée par des travaux pratiques en usinage, tôlerie, fonderie et métrologie, qui ont été essentiels pour acquérir une expérience concrète et approfondie.
Vous retrouverez ci-dessous l'ensemble des projets réalisés lors de ma première année de BUT GMP
SEMESTRE 1
PROJET Situations d’Apprentissage et d’Évaluation S1
Le premier semestre de BUT GMP m'a permis de découvrir et de maîtriser les fondamentaux de l'analyse mécanique, à travers les SAÉ m'initiant aux démarches essentielles du technicien supérieur en conception et production. Ces projets m'ont progressivement familiarisé avec les outils et méthodes de l'ingénierie mécanique. Chaque SAÉ m'a confronté à des problématiques différentes : l'analyse fonctionnelle et le démontage, la modélisation cinématique et la statique, la CAO et l'expérimentation, ainsi que la compréhension du contexte industriel. Ces expériences m'ont permis de développer une rigueur méthodique dans l'observation et l'analyse des systèmes mécaniques, tout en apprenant à traduire un besoin technique en solutions concrètes. Ces bases m'ont préparé à aborder les défis plus complexes du semestre suivant.
Lors de la SAÉ 1.1, j’ai étudié avec un camarade un produit grand public : un taille-haie Ryobi RGS 410. L’objectif de ce projet était de comprendre le fonctionnement d’un système mécanique existant à travers une démarche d’analyse fonctionnelle, de démontage et d’étude des solutions techniques mises en œuvre.
Dans un premier temps, nous avons étudié les caractéristiques techniques du produit ainsi que sa composition. Nous avons réalisé une nomenclature (1) détaillée des différents composants en identifiant leur fonction, leur matériau et leur procédé de fabrication. Cette étape nous a permis de mieux comprendre les choix technologiques effectués lors de la conception d’un produit industriel et de faire le lien entre les procédés de fabrication et les contraintes fonctionnelles.

1 - Nomenclature : Image / Fonction / Procédé / Matériaux
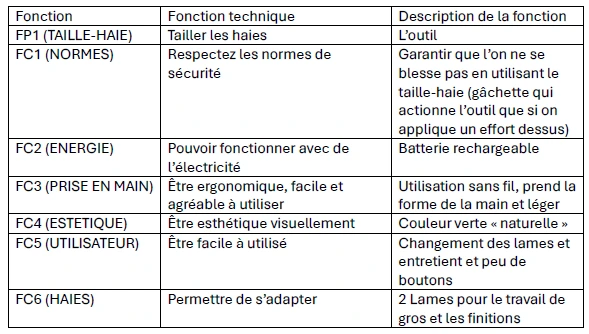
Nous avons ensuite mené une analyse fonctionnelle du taille-haie à l’aide de diagrammes de type « bête à cornes » (2.1) et « pieuvre » (3). Ce travail nous a permis d’identifier le besoin auquel répond le produit, sa fonction principale ainsi que les différentes contraintes auxquelles il doit satisfaire, notamment en matière de sécurité, d’ergonomie, d’alimentation énergétique et de facilité d’utilisation.
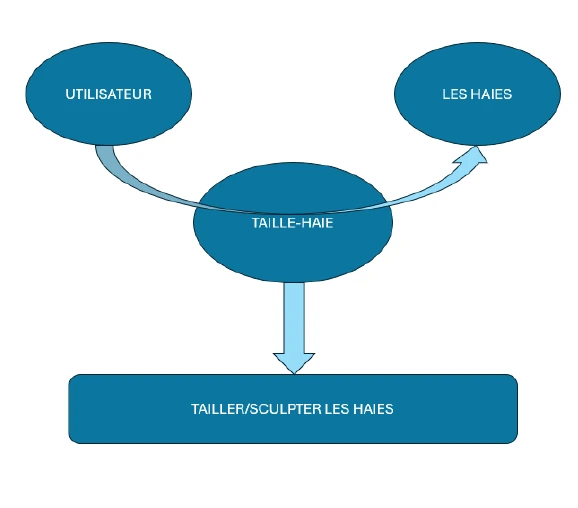
2.1 - Analyse du besoin : Diagramme bête à cornes
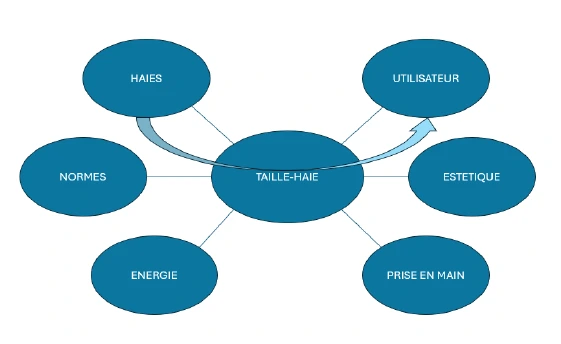
3 - Analyse du besoin : Diagramme pieuvres
Afin de comprendre son fonctionnement interne, nous avons procédé au démontage complet du taille-haie en suivant une gamme de démontage (4). Cette étape nous a permis d’observer directement les différents sous-ensembles du produit, notamment le carter, le système de commande, le moteur électrique, le train d’engrenages et la batterie.
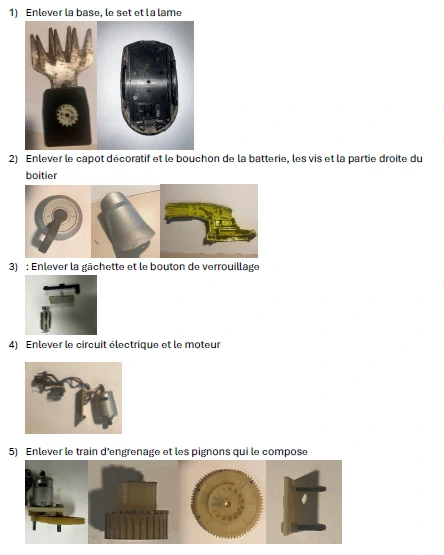
4 - Extrait de la gamme de démontage
À la suite du démontage, nous avons réalisé une étude cinématique (5) du mécanisme de transmission. Nous avons notamment calculé le rapport de réduction du train d’engrenages, déterminé la vitesse de sortie du système et estimé le couple moteur à partir des données disponibles (6).
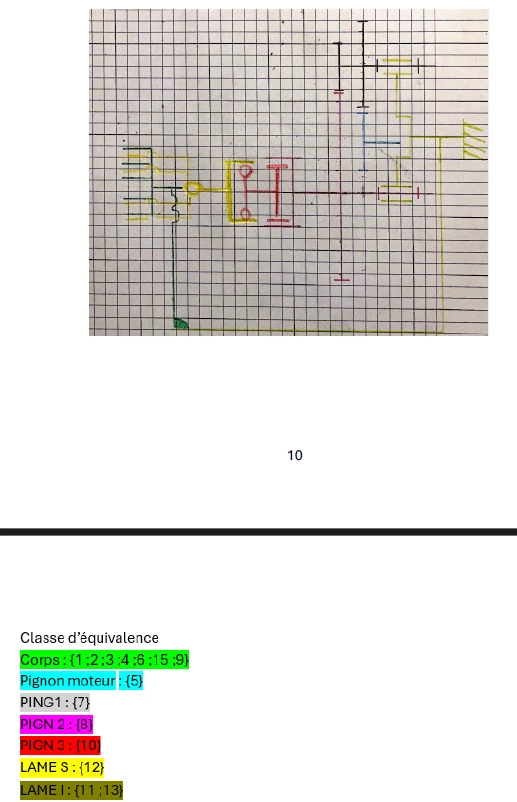
5 - Étude cinématique
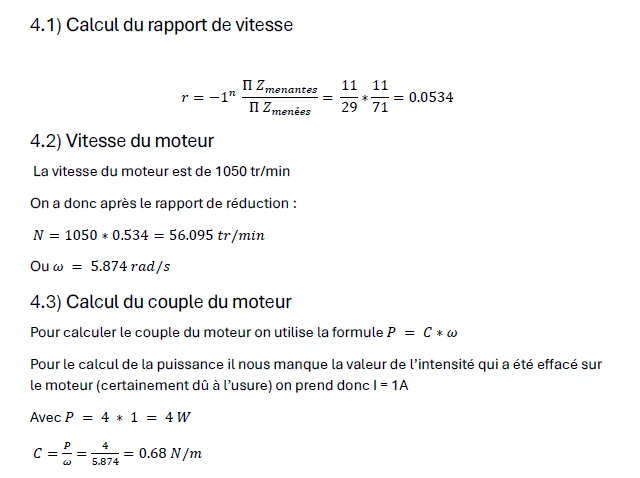
6 - Calcul du rapport de réduction, de la vitesse et du couple du moteur
Ce projet nous a permis de comprendre la complexité des contraintes de conception des produits grand public. Nous avons compris qu’un objet en apparence simple doit répondre simultanément à des exigences de performance, de sécurité, d’ergonomie, de coût et de facilité d’utilisation.
Cette SAÉ m’a permis de développer mes compétences en analyse fonctionnelle, en lecture de mécanismes, en démontage méthodique et en étude des chaînes de transmission de puissance. Elle m’a également appris à adopter une démarche d’observation et d’analyse structurée pour comprendre le fonctionnement d’un produit industriel dans son ensemble, tout en travaillant efficacement en équipe sur un projet technique.
Dans un premier temps, j'ai analysé le cahier des charges du système pour identifier les classes d'équivalence cinématique, réaliser le graphe des liaisons et produit le schéma cinématique — deux versions selon que bmax est constant ou variable. Cette étape m'a permis de comprendre la structure mécanique du lève-sac et les contraintes imposées par son fonctionnement en milieu agricole.
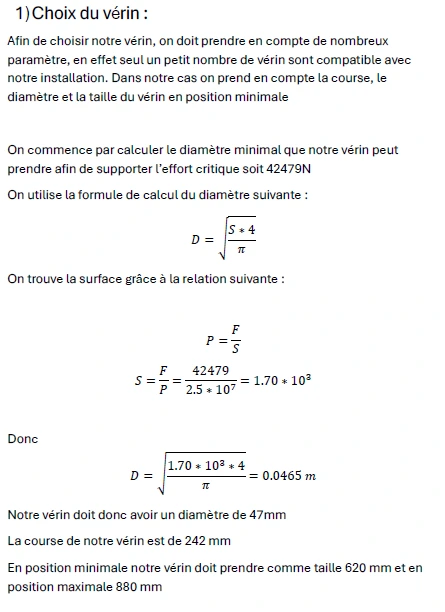
J'ai ensuite représenté à l'échelle le système sous forme de quatre épures dans des positions caractéristiques : sac au sol, hauteur minimale, hauteur intermédiaire et hauteur maximale. À partir de ces épures, j'ai déterminé graphiquement la course du vérin (260 mm entre hmin et hmax) puis appliqué une démarche de statique graphique pour calculer l'effort de poussée du vérin dans chaque position. En traçant la courbe d'évolution de cet effort en fonction de la hauteur de levage, j'ai identifié l'effort critique à hmax, soit environ 21 876 N.
Sur cette base, j'ai calculé le diamètre minimal nécessaire pour le vérin (47 mm) (1) à partir de la pression disponible (250 bar), puis j'ai sélectionné dans le catalogue HYDRODIS le vérin de référence 0801061 (2) comme seul modèle satisfaisant simultanément les contraintes de course, de longueur minimale et de longueur maximale déployée, pour un tarif de 157,63 €.
1 - Calcule du diamètre du vérin
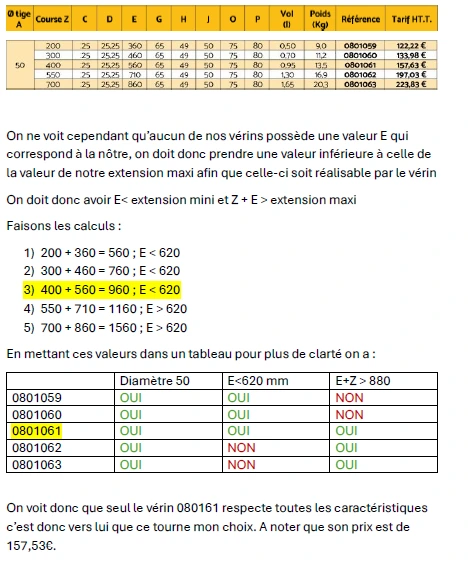
2 - Processus qui a mené a la sélection du vérin 0801061
Enfin, j'ai conçu l'articulation basse du vérin : sélection d'une rondelle d'appui (∅ intérieur 25 mm, ∅ extérieur 39 mm) et d'un circlip pour axe de 24 mm, dessin en vue de coupe au brouillon puis au propre avec nomenclature (3), et indication des ajustements fonctionnels (4) : ajustement avec jeu H8f8 entre l'axe et l'alésage du vérin ainsi qu'entre l'axe et les entretoises, et ajustement serré H13m8 au niveau du circlip pour maintenir axialement l'ensemble.
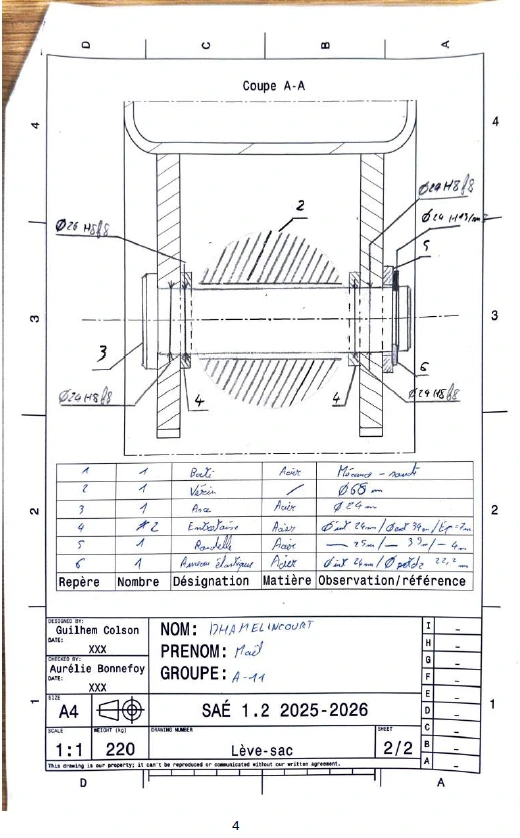
3 - Dessin en vu de coupe
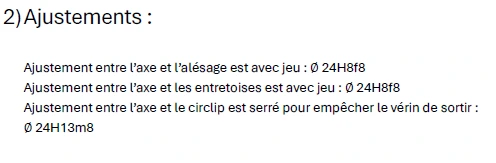
4 - Ajustement nécessaire au bon fonctionnement du mécanisme
Lors de la SAÉ 1.3, j'ai travaillé avec trois camarades, Achraf Ennaciri, Martin Aguillon Schmitz et Mohammed Amine Amahrouch, sur la conception et la fabrication d'une maquette d'aile d'avion à profil NACA 2412, puis sur son test en soufflerie.
Dans un premier temps, nous avons étudié les caractéristiques du profil aérodynamique choisi, en le dessinant sur papier millimétré (1) à partir de coordonnées fournies, et en rédigeant une présentation de la nomenclature NACA en anglais (2). Cette étape m'a permis de découvrir les notions fondamentales de l'aérodynamique et de prendre conscience de l'importance du vocabulaire technique, aussi bien en français qu'en anglais.
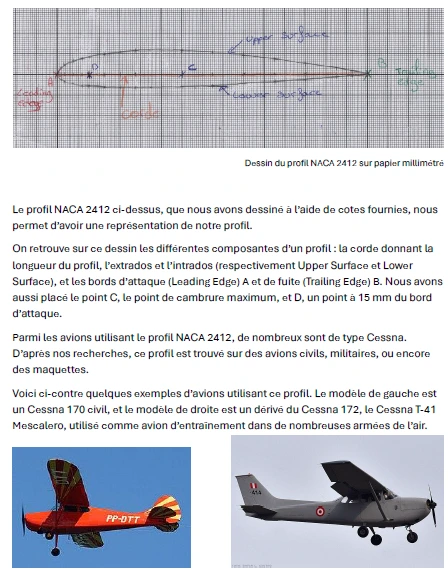
1 - Dessin du profil NACA 2412 et exemple de l'utilisation de ce profil sur des avions
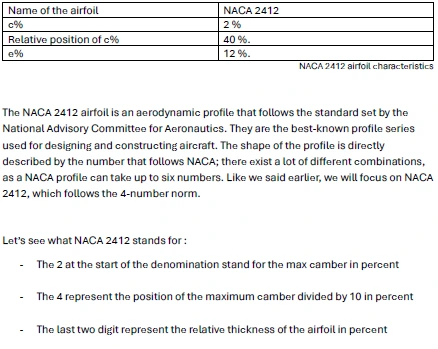
2 - Explication du profil NACA en anglais
Nous avons ensuite modélisé le profil sous CATIA (3), en important les coordonnées via un tableur Excel pour générer la spline, puis en créant les nervures latérales et centrale intégrant les logements pour les longerons. Les mises en plan générées ont servi à fabriquer les nervures par découpe laser, avant de procéder à l'assemblage de la maquette en bois.
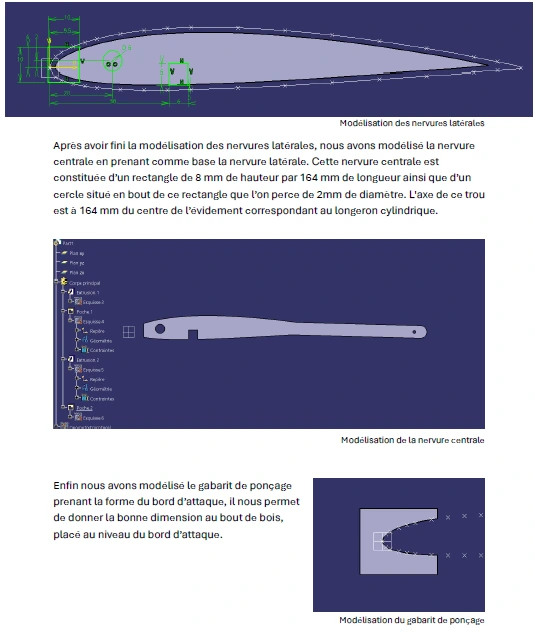
3 - Extrait de notre livrable sur la modélisation Catia du profil
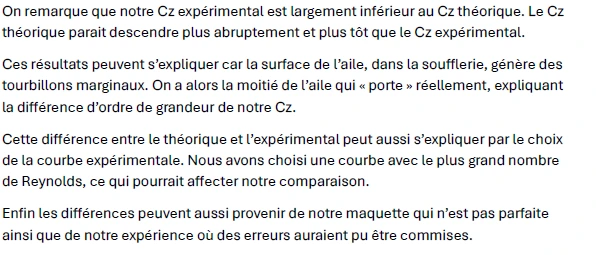
Enfin, nous avons testé notre aile en soufflerie (4) en faisant varier l'incidence de -6° à 24°, puis calculé la portance et le coefficient de portance Cz pour comparer nos résultats expérimentaux aux valeurs théoriques issues d'Airfoiltools (5). Nos valeurs expérimentales se sont révélées inférieures aux valeurs théoriques, ce que nous avons expliqué notamment par les tourbillons générés en bout d'aile et les imperfections de la maquette.
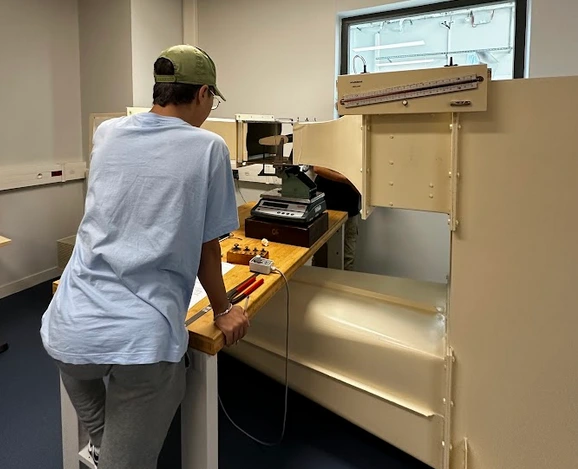
4 - Test de notre profil en soufflerie
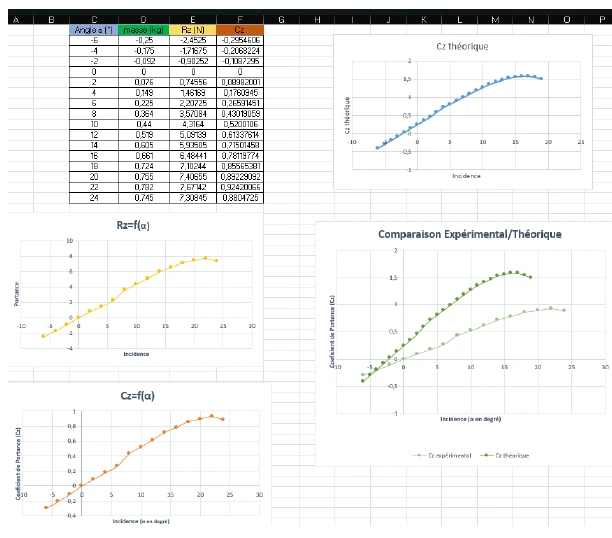
5 - Résultat expérimentaux de notre test en soufflerie
Cette SAÉ m'a permis de suivre pour la première fois une démarche complète allant de la conception numérique jusqu'à l'essai physique, en mobilisant des compétences en CAO, en fabrication et en traitement de données expérimentales. Elle m'a aussi appris l'importance de la rigueur et du travail en équipe dans un projet technique.
Lors de la SAÉ 1.4, j'ai travaillé en groupe avec sur la thématique de l'organisation structurelle de l'industrie avec comme focus le département Recherche & Développement au sein des entreprises.
Dans un premier temps, j'ai fait des recherches (1) à partir de plusieurs sources complémentaires — un article gouvernemental sur la fonction R&D, la page Wikipédia dédiée, le site Investopedia pour les typologies de R&D, ainsi qu'une vidéo de vulgarisation. Ces recherches m'ont permis de comprendre que la R&D constitue le pont entre une entreprise et les innovations de son secteur, et qu'elle se décline en trois grands types : la recherche fondamentale (Basic R&D), la recherche appliquée (Applied R&D) menée directement en interne par des ingénieurs, et le développement expérimental (Development R&D) centré sur le prototypage et les tests.
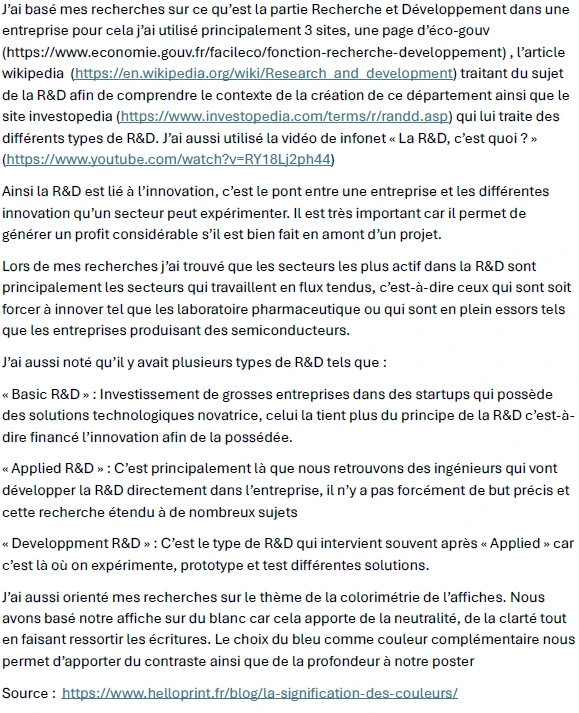
1 - Trace de recherche sur les domaines de la R&D ainsi que sur la colorimétrie de l'affiche
En parallèle, j'ai participé à la conception de l'affiche collective (2). Nous avons fait des choix graphiques : le blanc comme fond pour apporter clarté et neutralité, et le bleu comme couleur complémentaire pour créer du contraste et de la profondeur. L'affiche finale structurait les informations autour de trois axes : ce qu'est la R&D, ses types, et pourquoi elle est essentielle.
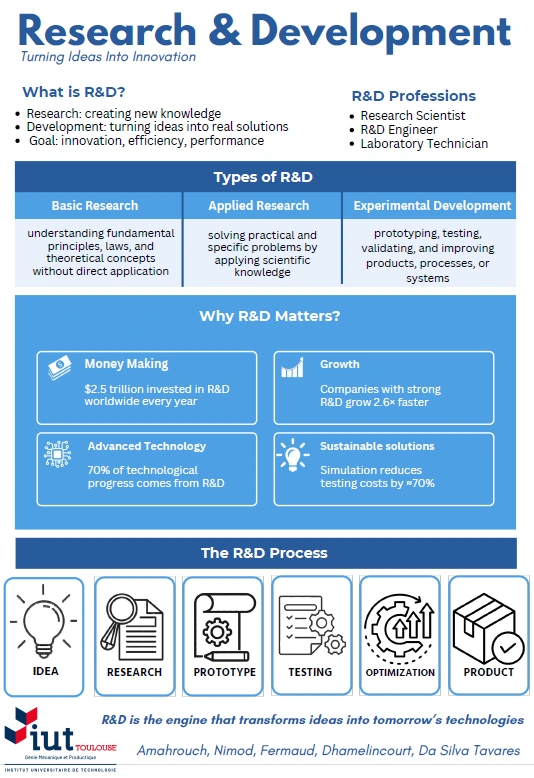
2 - Affiche finale exposé dans les couloirs de la MFJA
Cette SAÉ m'a permis de développer des compétences en recherche documentaire rigoureuse, en synthèse d'informations techniques et en communication visuelle. Elle m'a également sensibilisé à l'importance stratégique de la R&D dans le monde industriel, notamment dans les secteurs en flux tendus comme le pharmaceutique ou les semiconducteurs, où l'innovation est constante.
PROJET ATELIER S1






Notre société est spécialisée dans la consultance, le développement de produits et l'assistance client. Nous adaptons nos services aux besoins spécifiques des entreprises de différents secteurs, afin de les aider à se développer et à réussir sur un marché concurrentiel.
SEMESTRE 2
PROJET Situations d’Apprentissage et d’Évaluation S2
Le second semestre de BUT GMP m'a permis d'approfondir et d'élargir les compétences acquises au premier semestre, à travers des SAÉ plus complexes. Ces projets m'ont progressivement amené à adopter une démarche de technicien supérieur, plus autonome, en conception mécanique, en robotisation, en pilotage de production, ou encore en dimensionnement de pièces de sécurité. Chaque SAÉ a mobilisé simultanément plusieurs ressources et m'a confronté à des problématiques différentes pour chaque projet, cela m'a permit d'améliorer ma capacité à analyser un besoin, à proposer des solutions justifiées et à les concrétiser.
Lors de la SAÉ 2.1, j’ai travaillé sur la spécification du processus d’élaboration d’un té de fourche en acier inoxydable X5CrNi13-4.
Dans un premier temps, j’ai réalisé l’analyse du dessin de définition de la pièce (1). J’ai étudié les caractéristiques du matériau, les tolérances dimensionnelles et géométriques, la géométrie générale de la pièce, son poids estimé ainsi que les contraintes liées à la production en série.
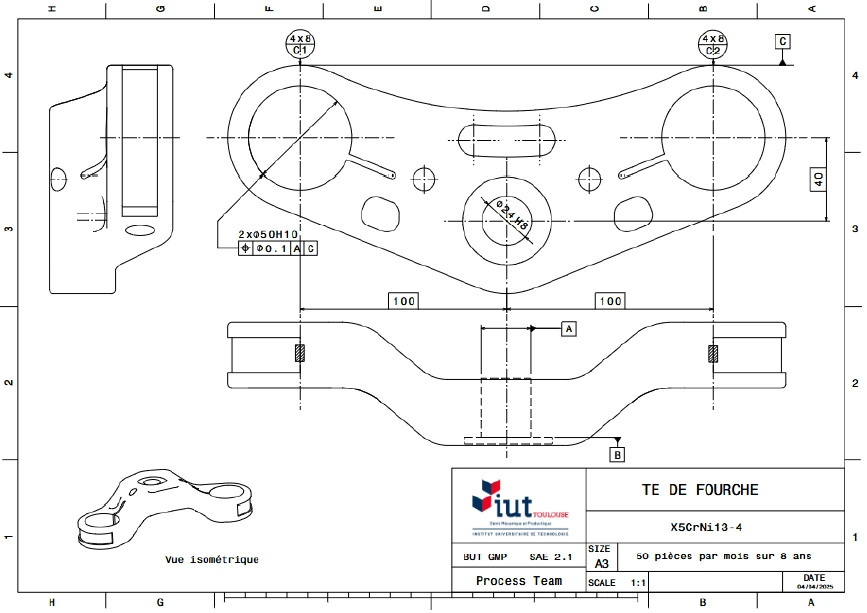
1 - Dessin de définition fournis par les professeurs
J’ai ensuite effectué une étude des différents procédés d’élaboration envisageables (2). Pour cela, j’ai analysé les avantages, les limites et les contraintes de plusieurs procédés tels que le matriçage, la fonderie sable, la fonderie coquille, l’usinage dans la masse ou encore le frittage.
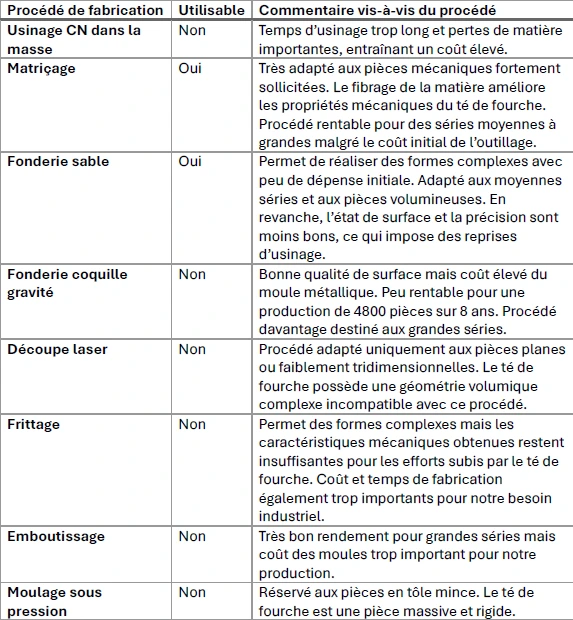
2 - Étude non exhaustive des différents procédés de mise en forme possible pour un acier
Afin de justifier mon choix, j’ai réalisé une étude comparative multicritère (3) entre les procédés retenus. J’ai évalué des critères tels que le coût de l’outillage, la quantité de matière perdue, le temps de fabrication, les risques de défauts, la tenue à la fatigue ou encore l’adaptation à une pièce de sécurité.
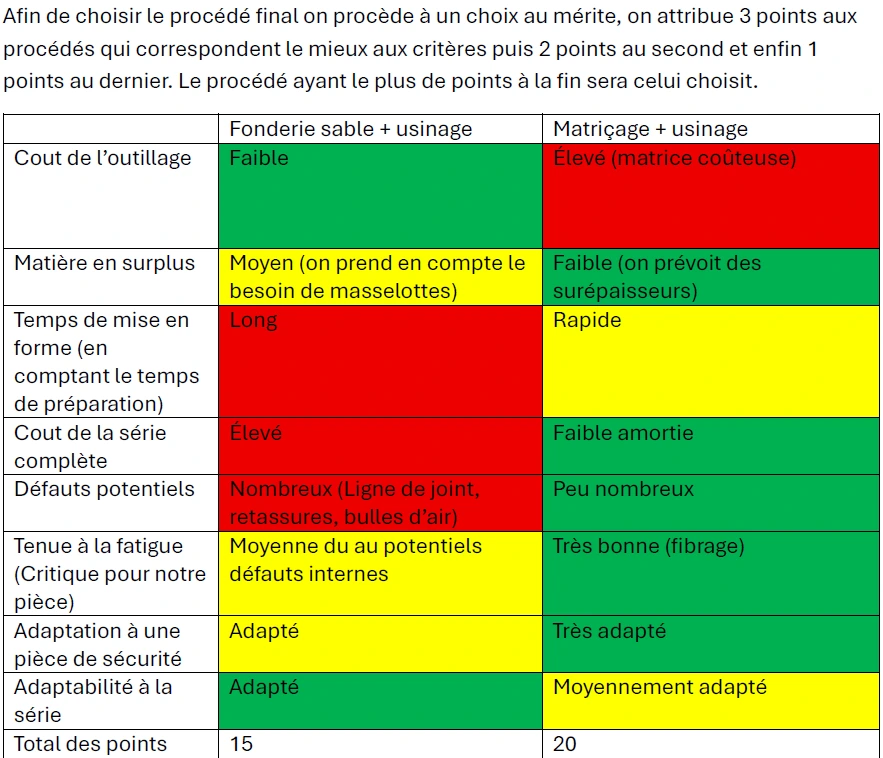
3 - Tableau comparatif des deux procédés dit "viable" pour la création d'un Té de fourche de moto dans le cadre d'une production de 50 pièces / mois sur 8 ans
À l’issue de cette étude, j’ai retenu le procédé de matriçage suivi d’un usinage de finition, qui représente le meilleur compromis entre les performances mécaniques attendues, les coûts de production et les volumes de fabrication envisagés.
Enfin, j’ai élaboré une gamme de fabrication complète (4) intégrant l’ensemble des opérations nécessaires, depuis l’approvisionnement de la matière première jusqu’au contrôle final sur machine à mesurer tridimensionnelle.
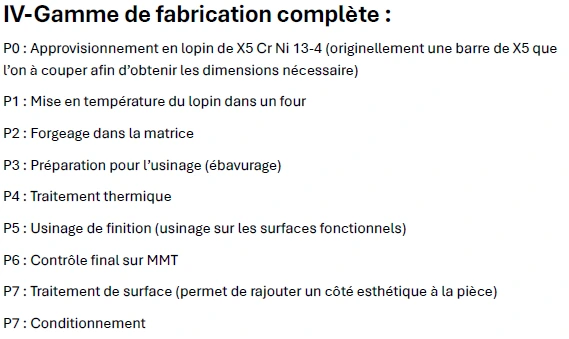
4 - Gamme de fabrication à l'issue de la SAÉ
Cette SAÉ m’a permis de développer mes compétences en analyse de produit, en choix des procédés de fabrication et en construction de gammes de fabrication. Elle m’a également sensibilisé à l’importance de la prise en compte des contraintes techniques, économiques et industrielles lors de la conception d’un processus de production.
Lors de la SAÉ 2.2, j'ai travaillé sur la robotisation d'une opération de production dans le contexte d'une ligne de remplissage de produits cosmétiques. L'objectif était de concevoir une cellule robotisée capable de déposer des pots de 60 mm de diamètre dans des empreintes situées sur un convoyeur, en vue de leur remplissage.
Dans un premier temps, j'ai reformulé le cahier des charges (1) en identifiant les caractéristiques des éléments à manipuler : un pot de 22 g susceptible de se déformer et une plaque support de 250 × 100 mm, ainsi que les conditions d'environnement, les opérations réalisées et la zone totale utilisé.
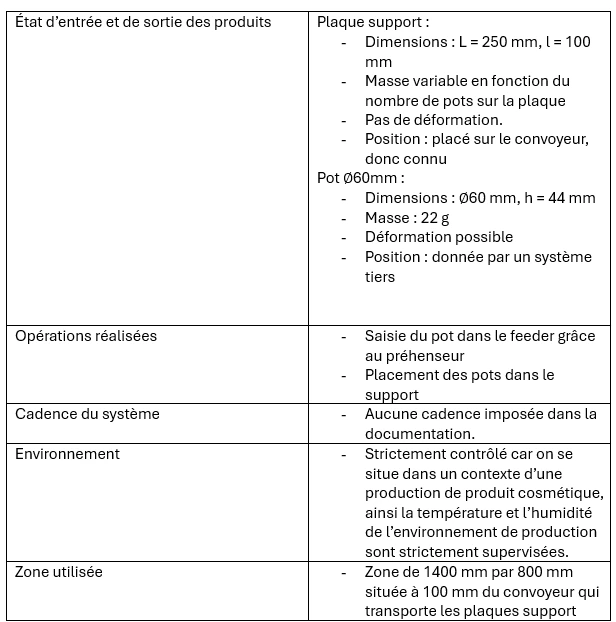
1 - Tableau de reformulation du cahier des charges
J'ai ensuite analysé les contraintes de la tâche. Parmi elles : la précision du système de vision guidant le robot vers les pots dans le feeder, l'orientation correcte du pot lors du transfert, le contrôle de l'effort d'insertion pour ne pas endommager le pot, et le respect des exigences d'hygiène et de sécurité propres à une production cosmétique. Cette phase m'a appris à anticiper les potentielles sources de défaillance d'un système automatisé.
J'ai également décrit la séquence d'opérations et défini les mouvements élémentaires du robot (2) , en les décomposant en translations suivant les axes X, Y et Z, en ouverture et fermeture de pince, et en pression axiale pour l'insertion du pot dans son empreinte.
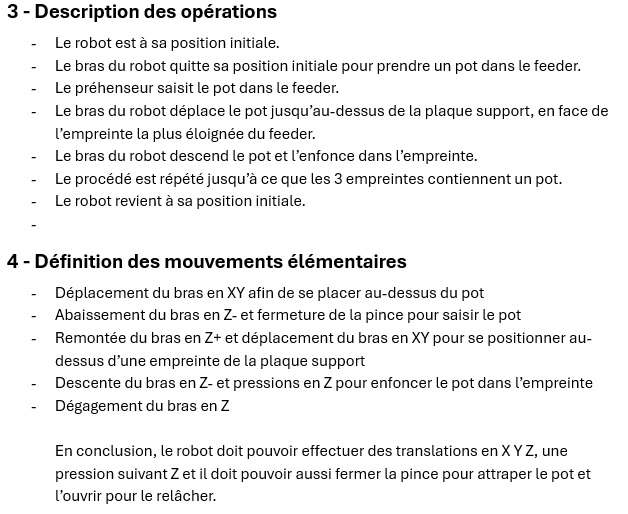
2 - Extrait de mon livrable
Pour le choix du robot, j'ai comparé trois modèles disponibles (3) : le SR-3iA, le SR-6iA et le TX2-90. J'ai écarté le TX2-90 pour des raisons économiques, puis écarté le SR-3iA dont le rayon d'action de 200 mm s'avérait insuffisant pour atteindre la totalité de la plaque support après déduction de la distance de sécurité. J'ai retenu le robot SCARA SR-6iA, qui offre un rayon d'action de 325 mm et permet d'atteindre la plaque avec une marge de 225 mm, suffisante pour couvrir l'ensemble des empreintes. Pour le préhenseur, j'ai comparé trois pinces Festo (4) et écarté la HGDT-35-A, dont la préhension par l'extérieur risquait de déformer le pot. J'ai finalement retenu la Festo DHWS-25-A, une pince angulaire à deux doigts, moins coûteuse que la DHPS-20-A.
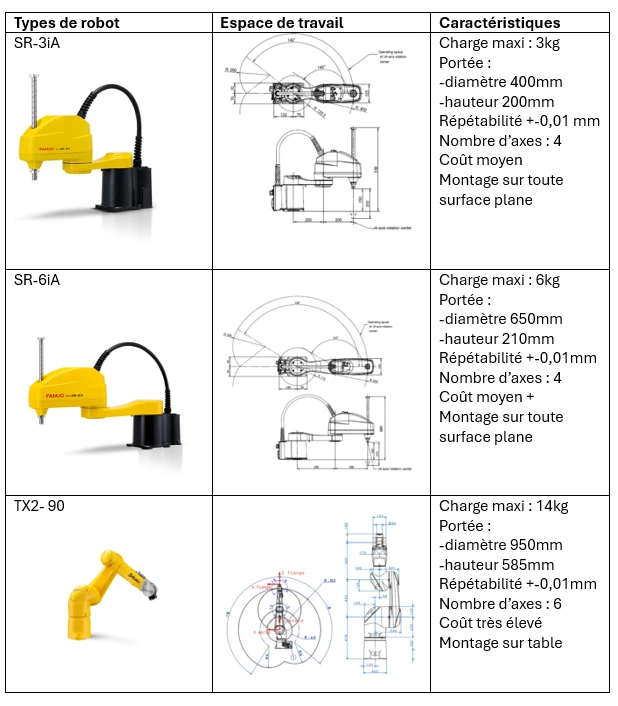
3 - Tableau listant les différents robots disponible et leurs caractéristiques
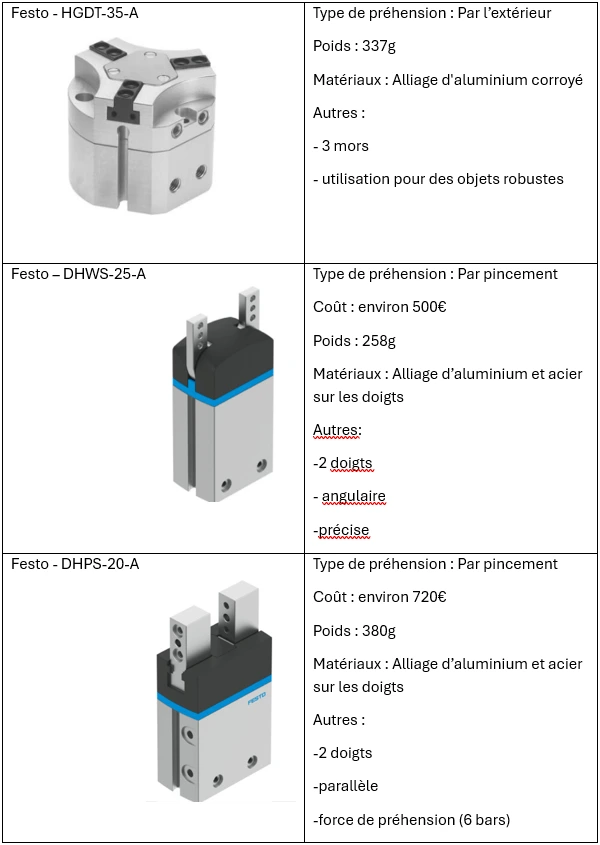
4 - Tableau listant les différentes vérin disponible et leurs caractéristiques
Dans un second temps, j'ai travaillé sur l'implantation de la cellule (5) et la conception du préhenseur. J'ai réalisé le schéma d'implantation en positionnant le robot SR-6iA entre le feeder et le convoyeur sur une table en veillant à ce que la zone de travail couvre l'ensemble des empreintes de la plaque support.
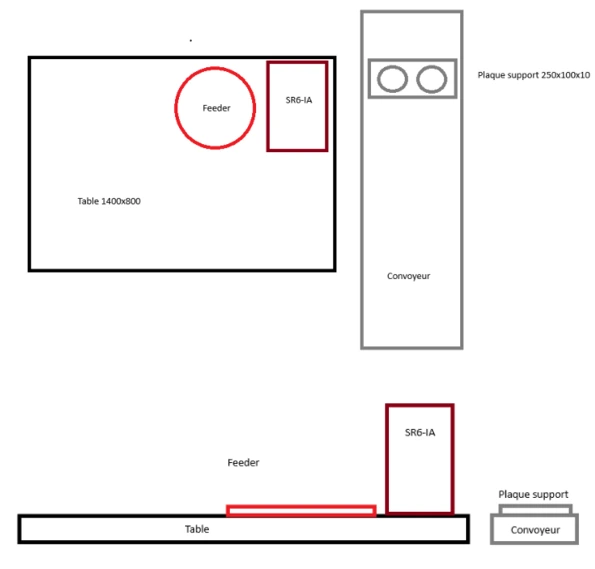
5 - Représentation du schéma d'implantation de la cellule de dépose
J'ai ensuite conçu l'interface mécanique reliant le robot au préhenseur (6). Pour la mise en position de l'interface sur la bride du robot, j'ai choisi un appui plan associé à un centrage long, réalisés par perçage et alésage, avec un maintien en position par vis de pression M4 sur des méplats bloquant la rotation. Pour la liaison entre l'interface et la pince Festo, j'ai adopté la solution de fixation sur le coté avec pions de centrage (7). J'ai pris soin de laisser un espace entre le vérin et l'interface afin d'éviter tout hyperstatisme (8).
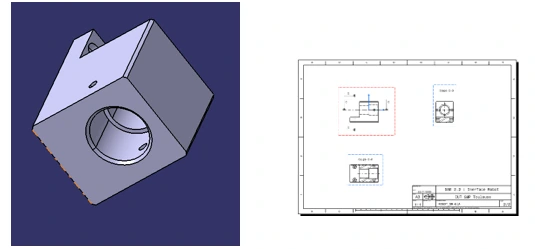
6 - Interface du préhenseur et dessin de définition associé
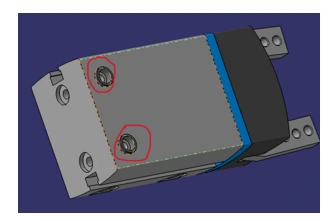
7 - Fixation par pions de centrage entre le vérin et l'interface
8 - Espace entre le vérin et l'interface évitant un hyperstatisme inutile
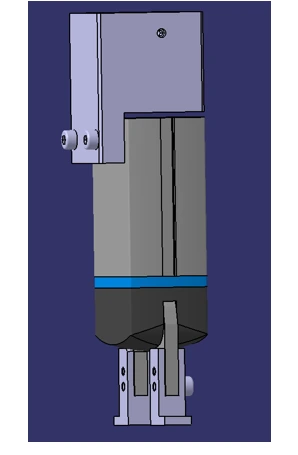
Enfin, j'ai défini le Tool Center Point (TCP) du préhenseur, en le positionnant dans l'axe des deux doigts de pince, colinéaire à l'axe du pot (9). Ses coordonnées par rapport au repère bride du robot sont X = 0 mm, Y = 0 mm, Z = 130,679 mm. J'ai également produit le dessin d'ensemble du préhenseur (10), comprenant la bride robot, l'interface, le vérin Festo, les doigts et les éléments de fixation associés.
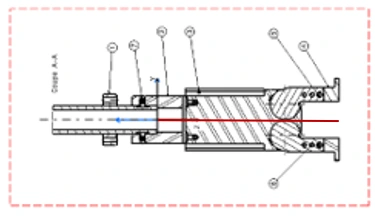
9 - Position du TCP sur la pince finale
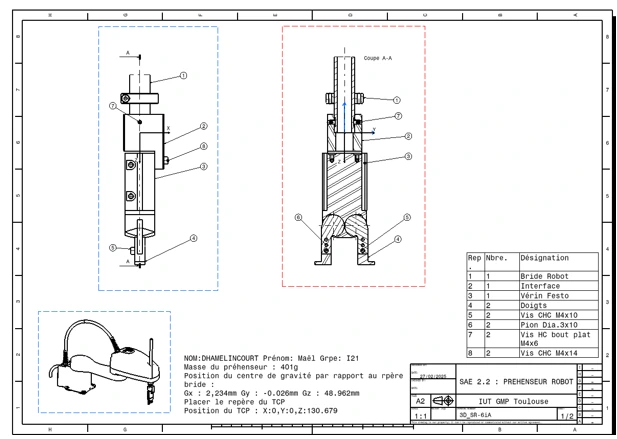
10 - Dessin d'ensemble du préhenseur
Cette SAÉ m'a permis de développer des compétences en analyse de cahier des charges, en sélection de composants robotiques, en conception mécanique sous CAO et en définition des liaisons mécaniques. Elle m'a également sensibilisé aux contraintes spécifiques liées aux environnements de production contrôlés, et m'a appris à raisonner de manière systématique pour concevoir un outil de préhension adapté à une tache répétitive.
La SAÉ n'est pas finit à ce jour
Lors de la SAÉ 2.3, j'ai travaillé individuellement sur l'élaboration d'un dossier de fabrication complet pour deux pièces d'un cric hydraulique : le corps de pompe (1) et le couvercle (2). L'objectif était de préparer tous les documents nécessaires à la production de ces pièces, comme le ferait un technicien méthodes en bureau des méthodes.
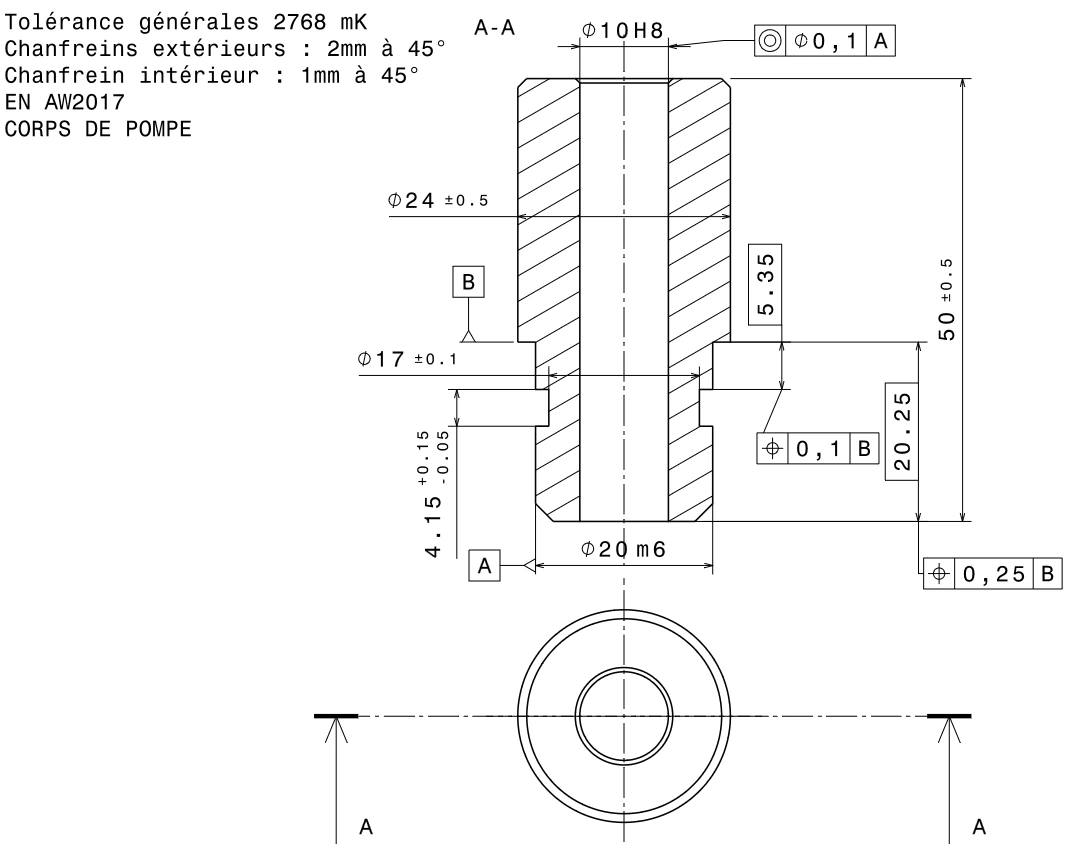
1 - Dessin de définition du corps de pompe
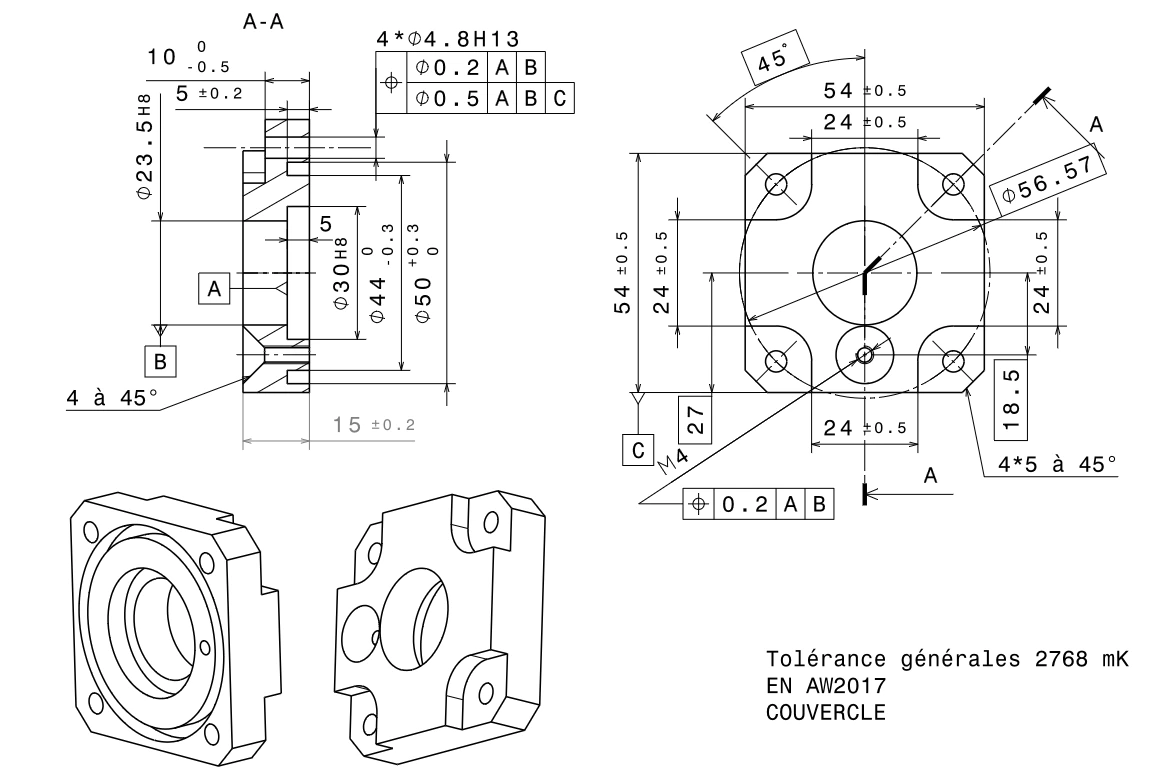
2 - Dessin de définition du couvercle
À partir des dessins de définition et des avant-projets d'étude de fabrication fournis, j'ai rédigé les contrats de phase (3) pour les phases de tournage et de fraisage. Ce travail m'a demandé de définir pour chaque phase la mise en position isostatique de la pièce, d'ordonner les opérations d'usinage, de sélectionner les outils adaptés dans les listes disponibles (4) et de déterminer les conditions de coupe associées dont la vitesse de coupe et l'avance par tour de l'outil. J'ai également produit les croquis de phase permettant à un opérateur de comprendre rapidement les usinages à réaliser.
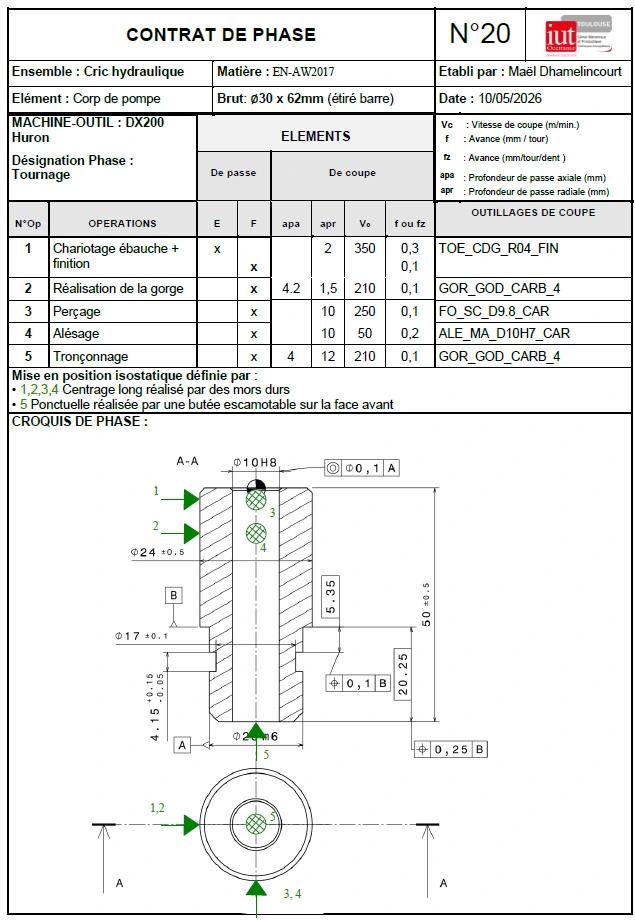
3 - Contrat de phase du corps de pompe
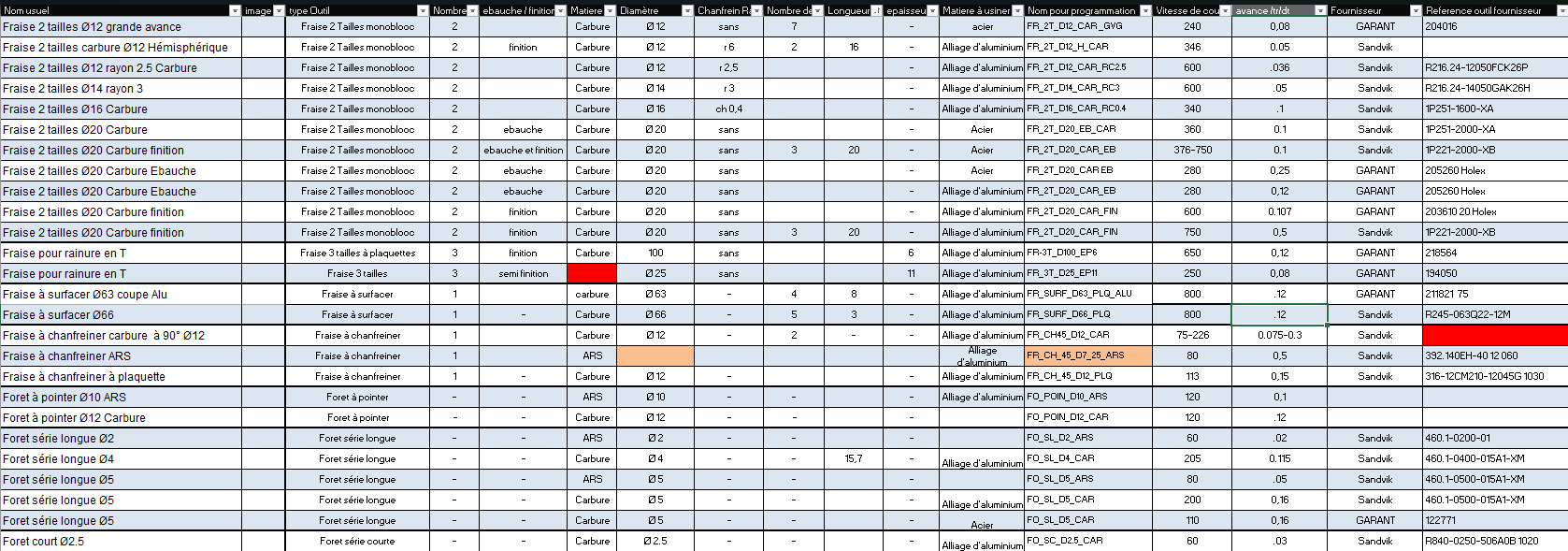
4 - Liste des outils avec tout les paramètres nécessaire pour les choix d'outils
En parallèle, j'ai programmé les deux phases d'usinage sous Sinutrain, le logiciel de simulation CN Siemens utilisé en cours, afin de générer les programmes MPF prêts à être chargés sur machine.
J'ai ensuite usiné l'une de mes phases sur machine-outil lors de la séance atelier, tirée au sort le jour même, ce qui m'a obligé à être prêt sur les deux phases. J'ai pu ainsi confronter mon programme et mon contrat de phase à la réalité de la machine, identifier d'éventuelles corrections à apporter et compléter ma fiche de contrôle à partir de la pièce réellement obtenue.
Cette SAÉ m'a permis de développer des compétences en méthodes de fabrication, en programmation CN et en métrologie dimensionnelle, tout en prenant conscience du lien concret entre les documents de préparation et l'usinage réel sur machine.
Lors de la SAÉ 2.4, j'ai travaillé avec trois camarades : Gabin Derquenne, Kilian de Saint Leger et Vianney de Lastic sur le pilotage d'une production stabilisée au sein d'une entreprise fictive : VKMG Sous-Traitance Aéro. L'objectif de ce projet était de proposer une nouvelle gamme de produits adaptée aux moyens de l'atelier MFJA, d'organiser leur production et d'en évaluer la rentabilité économique.
Dans un premier temps, nous avons chacun sélectionné des pièces à produire, en tenant compte à la fois des capacités machines de l'atelier et de la rentabilité potentiels. J'ai été fait mon étude sur une came de frein (1) et sur un jeu de 4 broches de fixation de train Jodel (2), deux pièces destinées à l'aviation civile.

1 - Came de frein Jodel D112/DR100 2 - Jeu de 4 broches de fixation de train Jodel
Nous avons ensuite élaboré les macro-gammes de fabrication pour chacune de nos pièces. Pour cela, j'ai défini les différentes phases de production : découpe, usinage sur centre à commande numérique 3 axes, traitement de surface et contrôle métrologique en précisant pour chacune la ressource utilisée, le lieu de réalisation, ainsi que les temps de préparation et d'usinage estimés.
En parallèle, nous avons réalisé une étude économique détaillée pour chaque pièce à l'aide de fichiers Excel automatisés. J'ai calculé les coûts de production unitaires en intégrant les taux horaires de chaque poste de travail, le coût des matières premières et les frais de sous-traitance (3).
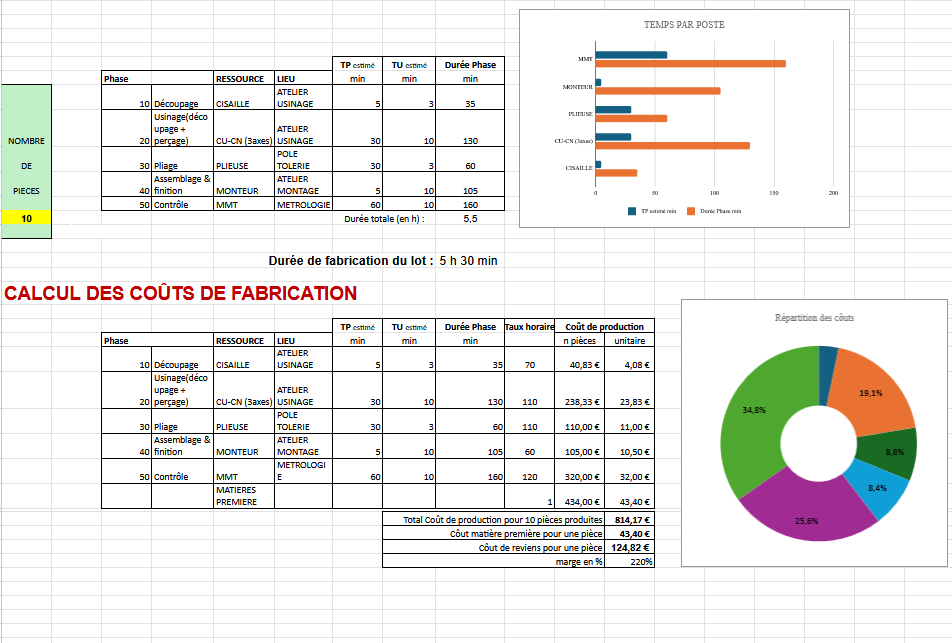
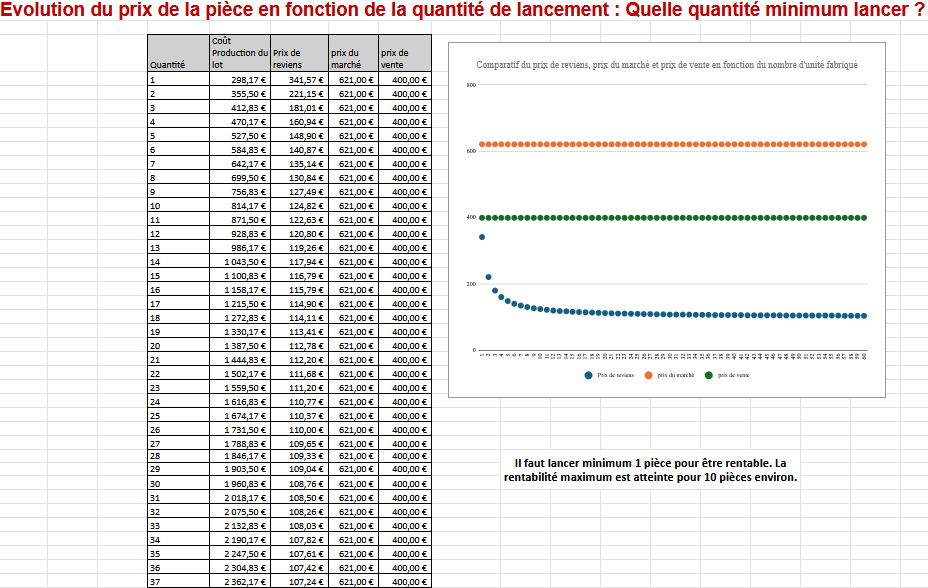
3 - Étude économique d'une des pièces de notre groupe
Nous avons également réalisé une analyse des flux de l'atelier (4), en cartographiant les différentes zones de production, de réception des matières premières, de sous-traitance et de métrologie. À partir de cette analyse, nous avons élaboré un diagramme de Gantt permettant d'optimiser l'occupation des machines et de définir la stratégie d'ordonnancement la plus rentable. Après avoir testé une première version qui n'était pas optimisée (53% de taux d'occupation), en priotisant des pièce avec une forte valeur ajouté nous avons atteint un taux global de 70 %, avec la phase de fonderie d'une de nos pièces identifiée comme goulot d'étranglement (5).
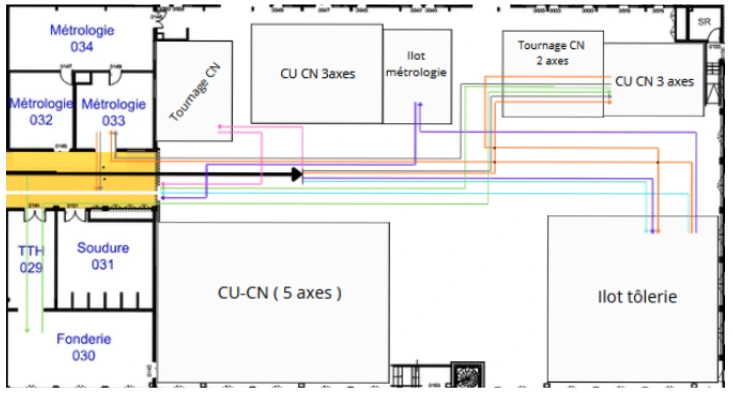
4 - Analyse des flux, représentation des flux de l'atelier de production
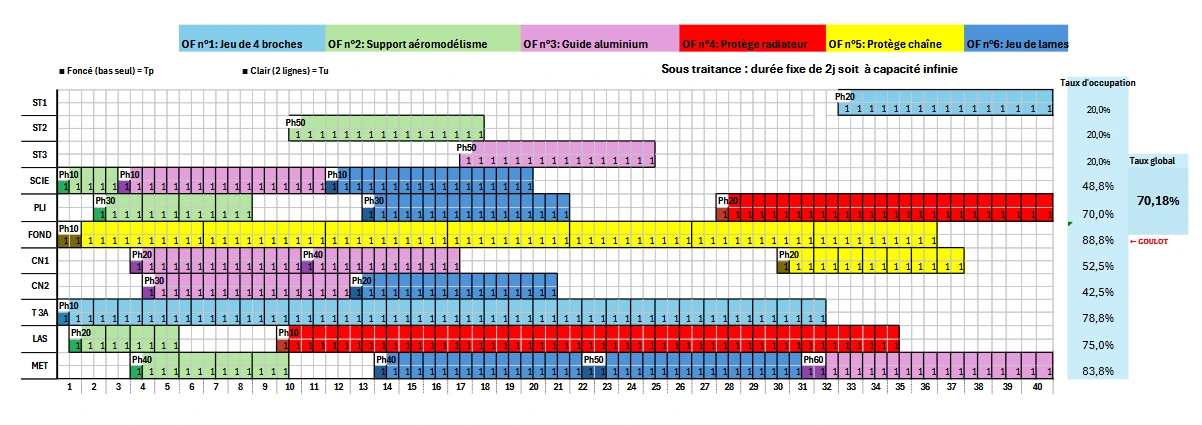
5 - Diagramme de Gantt final de notre étude
Notre groupe a développé une facture automatisée sous Excel (6). Cette facture permet la sélection automatique des informations client, le remplissage des lignes de produit avec références et prix unitaires, le calcul des montants HT, TVA et TTC.
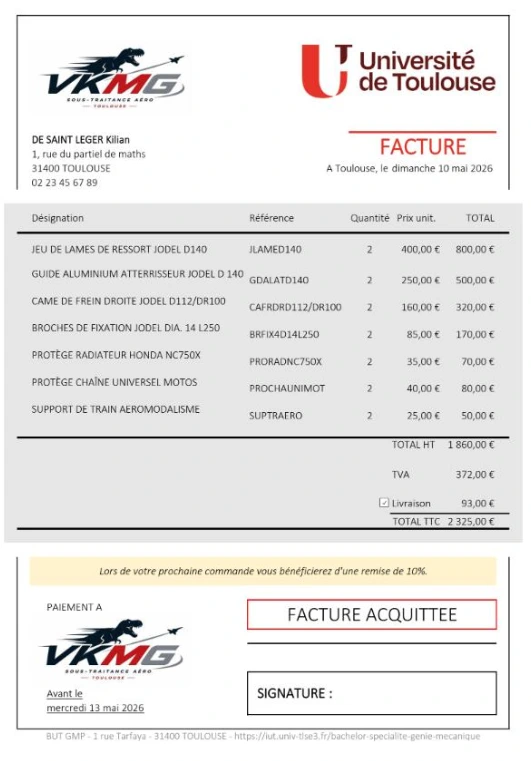
6 - Facture automatisé
Notre bilan économique final est très correct pour un sous traitant : en simulant une semaine de production de 40 heures, l'ensemble des pièces proposée permet de générer un bénéfice global de 24 000 €, pour une valeur marchande totale de près de 50 600 € et un taux de marge global de 49 %.
Cette SAÉ m'a permis de développer des compétences transversales importantes : analyse économique d'un produit industriel, construction de gammes de fabrication, ordonnancement de la production, analyse des flux d'atelier et l'utilisation d'Excel . Elle m'a également appris à travailler de façon organisée au sein d'un groupe en distribuant les responsabilités par livrable, avec des phases de mise en commun et de relecture collective pour garantir la cohérence et la qualité des rendus.
Vous retrouverez ci-dessous le livrable final de cette SAÉ :
SAé2.4_I21_DERQUENNE_DE-SAINT-LEGER_DHAMELINCOURT_DE LASTIC_jalon7_RAPPORT_FINAL-1.pdf
Lors de la SAÉ 2.5, j'ai travaillé en binôme avec Imadedinne Hartiti sur la conception, le dimensionnement, la production et l'essai d'un fusible mécanique destiné au câble de remorquage d'un planeur. Notre planeur de référence était le Schempp-Hirth Arcus E, avec une masse maximale au décollage de 810 kg.
La première étape a consisté à identifier la réglementation applicable. Nous avons travaillés avec la réglementation nord-américaine FAA (§ 91.309), qui définit les conditions mécaniques auxquelles doit répondre un fusible ou safety link dans le cadre du remorquage de planeurs par avion.
À partir de la masse maximale au décollage et de la réglementation choisie, nous avons calculé l'effort maximal que le fusible doit supporter avant rupture, puis déterminé la section droite centrale nécessaire en nous appuyant sur les propriétés mécaniques de l'acier C10 obtenues lors des essais de traction en SDM. La pièce devant rompre précisément en zone centrale, nous avons également étudié les effets de concentration de contraintes, ce qui nous a amenés à intégrer un trou circulaire au centre géométrique du fusible pour localiser la rupture.
Nous avons ensuite conçu le fusible sous CATIA en respectant les contraintes dimensionnelles imposées — enveloppe de 150 × 25 × 2 mm, rayons de raccordement de 5 mm minimum — puis validé notre dimensionnement par une simulation éléments finis sous RDM7. Le fichier .dxf généré a été transmis pour découpe par jet d'eau dans de la tôle acier C10 électrozingué de 2 mm.
Nous nous trouvons actuellement à la veille des essais de traction sur nos propres fusibles, qui permettront de confronter notre dimensionnement théorique à la réalité expérimentale et de vérifier que la rupture se produit bien à l'effort prévu et dans la zone centrale.
Cette SAÉ m'a permis de mobiliser simultanément des compétences en réglementation aérienne, en science des matériaux, en dimensionnement, en CAO et en procédés de fabrication soit la démarche appliquée à des pièces de sécurité.
PROJET ATELIER S2
Au cours de ce semestre, j’ai réalisé plusieurs travaux pratiques qui m’ont permis d’aborder différentes étapes de la fabrication mécanique et de la production industrielle. Ces activités ont couvert aussi bien la préparation et l’analyse des pièces que leur fabrication et leur contrôle. J’ai ainsi pu travailler sur des procédés variés tels que l’usinage, le tournage CN, la métrologie tridimensionnelle, les matériaux composites ou encore les méthodes d’assemblage. L’ensemble de ces TP m’a permis de mieux comprendre la chaîne de production dans sa globalité, depuis l’étude d’un plan jusqu’à la réalisation et la vérification des pièces.
Les travaux pratiques de commande numérique m'ont permis d'acquérir des compétences en lecture de plans ainsi qu'en programmation FAO à l'aide de Sinutrain, un logiciel développé par Siemens. Au cours de ces séances, j'ai réalisé la programmation complète de deux pièces : la calotte d'un piston (1) (tête de piston) et d'une came (2).
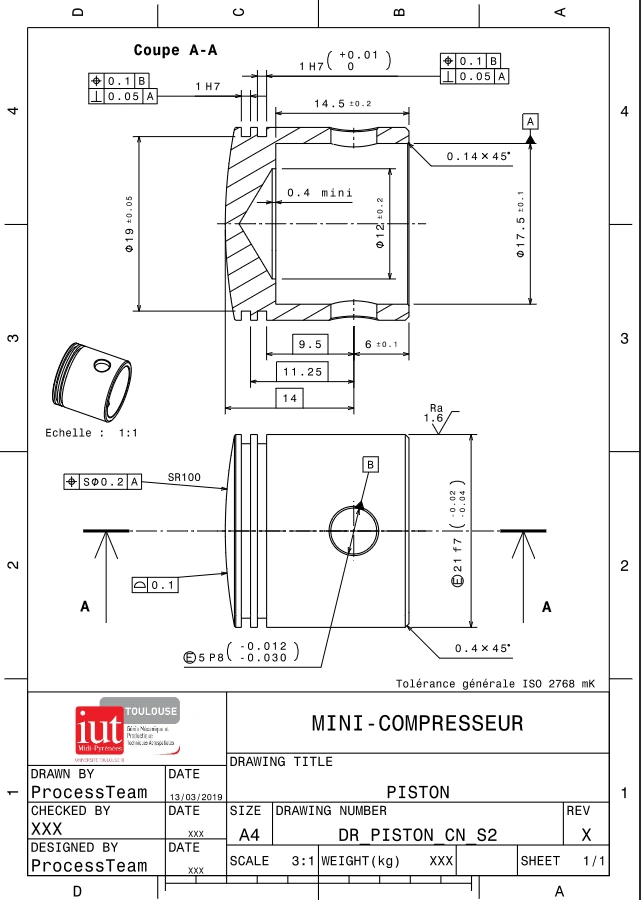
1 - Dessin de définition du piston
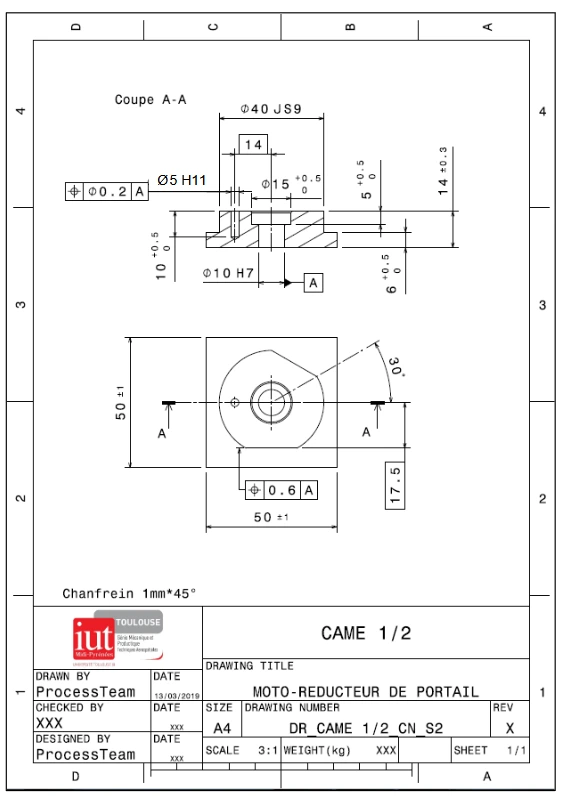
2 - Dessin de définition de la 1/2 came
Pour mener à bien ces réalisations, je me suis appuyé sur les dessins de définition et les gammes de fabrication fournis par les enseignants. J'ai également utilisé des tableaux Excel afin de sélectionner les outils de coupe adaptés et de déterminer les paramètres d'usinage, notamment les vitesses de coupe.
Ces travaux pratiques m'ont permis de mieux comprendre les procédés de fabrication par usinage ainsi que les différentes étapes nécessaires à la réalisation d'une pièce en usinage.
Cette expérience a été particulièrement enrichissante et m'a permis d'acquérir des bases solides en commande numérique. Elle a également constitué une excellente introduction à la SAÉ 2.3, en me préparant aux méthodes et aux exigences rencontrées lors de ce projet.
Voici ci-dessous le produit finit de ce TP :

Le TP de déformation et assemblage est une suite du TP de tôlerie réalisé au premier semestre. Il m’a permis de travailler sur la réalisation d’une partie de fuselage d’avion à travers des opérations de pliage et de perçage.
Au cours de ce TP, j’ai appris à réaliser les calculs développés ainsi que les cotes de mise en butée à partir de la lecture des dessins de définition. J’ai également effectué le pliage des différentes pièces en suivant un programme fourni par les enseignants, ce qui m’a permis de comprendre l’importance de la précision dans ce type d’opérations.
J’ai aussi découvert les principaux types de rivets utilisés dans l’industrie aéronautique, notamment les rivets pleins, les rivets aveugles (ou « pop rivets ») et les rivets à frapper. J’ai compris pourquoi ce mode d’assemblage est privilégié pour le fuselage et les ailes des avions : il offre une bonne résistance mécanique, une grande fiabilité en fatigue, et évite les zones fragilisées que pourrait créer la soudure sur des structures fines en aluminium.
Enfin, j'ai appris qu'il existait des nouvelles technologies pouvant remplacer le rivetage, comme le soudage par friction-malaxage (FSW) ou encore l’utilisation d’adhésifs structuraux. Ces solutions présentent des avantages en termes de gain de masse et de réduction du nombre de pièces, mais restent encore limitées selon les applications.
Ce TP m’a permis de mieux comprendre les difficultés liées au pliage et à l’assemblage de pièces déformées, ainsi que les exigences de précision et de rigueur nécessaires dans le domaine de la construction aéronautique.
.Voici ci-dessous le produit finit de ce TP :

Ce TP de métrologie tridimensionnelle m’a permis de réaliser une gamme de contrôle à l’aide du logiciel CALYPSO (ZEISS) en mode offline, dans le cadre de l’inspection d’une pièce de type cloison.
Dans un premier temps, j’ai appris à préparer l’environnement de travail en important les fichiers nécessaires (CAO, système de stylets, dessins de définition) et en configurant correctement le logiciel. J’ai ensuite importé le modèle 3D de la pièce et l’ai positionné dans le repère de la machine de mesure (MMT), afin de simuler les conditions réelles de contrôle.
J’ai également travaillé sur la définition du système de palpage, en qualifiant différents stylets et en comprenant l’importance de leur orientation et de leur utilisation selon les zones de la pièce. Cette étape est essentielle pour garantir la précision des mesures et éviter les collisions lors des déplacements de la MMT.
Le cœur du TP consistait à définir les éléments géométriques à contrôler (plans, cercles, cylindres) ainsi que leurs stratégies de palpage (trajectoires circulaires, scanning, points de mesure).
Enfin, j’ai simulé le cycle de mesure afin de vérifier la gamme de contrôle, détecter d’éventuelles collisions et valider le programme.
Après la phase de simulation, nous avons pu tester directement les programmes sur les machines de mesure tridimensionnelle (MMT)(1).
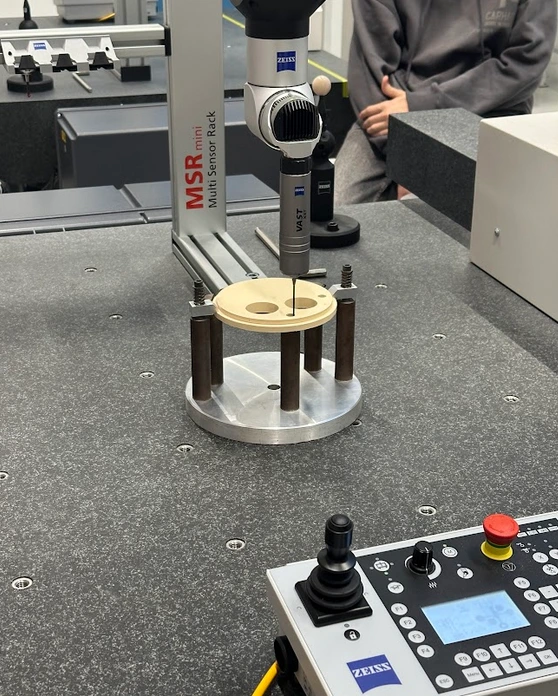
1 - Palpage de la cloison
Avant l’exécution, nous avons requalifié les stylets et vérifié les paramètres de sécurité, notamment la vitesse de déplacement afin d’éviter tout risque de collision. Le programme de palpage a ensuite été lancé progressivement, sous surveillance, en gardant un contrôle manuel sur la machine.
Cette mise en pratique m’a permis de mieux comprendre l’importance de la validation en simulation avant l’exécution réelle, ainsi que la nécessité de rester vigilant lors des premières mesures. Elle a également renforcé ma compréhension du lien entre la programmation FAO et l’utilisation concrète des machines de métrologie industrielle.
Lors du TP de tournage, j’ai réalisé les embouts et les interfaces nécessaires à la construction d’un dôme géodésique. Ce TP m’a permis de découvrir les différentes étapes de préparation et de mise en œuvre d’une opération d’usinage sur un tour à commande numérique.
Dans un premier temps, j’ai appris à décrypter les références des plaquettes et des porte-outils à l’aide des manuels constructeurs et du Guide du technicien en productique. Pour cela, j’ai dû rechercher et naviguer dans ces différents ouvrages afin de comprendre la composition des références et les informations techniques qu’elles contiennent. Cette démarche m’a permis de mieux comprendre le choix des outils en fonction des opérations d’usinage à réaliser.
Nous avons ensuite préparé la machine en calculant l’usure d’un des outils et en vérifiant ses jauges dans le magasin d’outils afin de garantir la conformité des pièces produites. Avant le lancement de l’usinage, nous avons également effectué plusieurs contrôles de bon fonctionnement de la machine, notamment la vérification du niveau d’huile, du liquide de coupe et de l’état général du tour. Ces opérations m’ont permis de comprendre l’importance de la maintenance de premier niveau et de la préparation de la machine avant toute production.
L’usinage a ensuite été réalisé sur le tour à commande numérique Huron DX200 à l’aide d’un programme déjà enregistré dans la machine. Notre rôle consistait principalement à surveiller le bon déroulement des différentes phases d’usinage et à vérifier que les opérations se déroulaient correctement afin d’obtenir des pièces conformes aux exigences du plan.
Nous avons réalisé l’embout du dôme en deux phases d’usinage avec une mise en position par butée escamotable. Cette expérience m’a permis de comprendre l’importance de ce type de mise en position dans un processus de fabrication. J’ai ainsi pu constater qu’une mise en position bien conçue garantit une bonne répétabilité, facilite le travail de l’opérateur et contribue à l’efficacité globale de la production.
Voici ci-dessous le produit finit de ce TP :

Ce TP m’a permis d’approfondir mes connaissances en tournage à commande numérique, aussi bien sur la préparation des outils et de la machine que sur le suivi de la production. Il m’a également sensibilisé à l’importance de la rigueur dans les opérations de préparation et à l’impact des choix de mise en position sur la qualité des pièces fabriquées.
Lors de ce TP, nous avons réalisé les interfaces nécessaires à la fabrication des pièces du projet. Nous avons également étudié les spécifications géométriques du plan afin de comprendre les exigences de forme et de dimension à respecter pour garantir la conformité des pièces.
Dans un premier temps, nous avons analysé les dessins de définition pour identifier les cotes fonctionnelles et les tolérances associées. Cela nous a permis de mieux comprendre l’importance des exigences géométriques dans la fabrication mécanique et leur impact sur le choix des opérations d’usinage.
Nous avons ensuite calculé les jauges outils et vérifié les paramètres des outils de coupe afin d’assurer des conditions d’usinage correctes. Cette étape était essentielle pour garantir la précision des pièces et éviter les erreurs liées à un mauvais réglage des outils ou à une usure non prise en compte.
Enfin, l’usinage a été réalisé sur tour à commande numérique en suivant un programme préenregistré, avec un contrôle régulier du bon déroulement des opérations. Ce TP m’a permis de mieux comprendre le lien entre les spécifications géométriques, le choix des outils et la qualité finale des pièces produites.
Lors de ce TP consacré aux matériaux composites, j’ai découvert les principales familles de matériaux utilisés dans ce domaine ainsi que leurs propriétés et leurs applications industrielles. Notamment la fibre de verre, le Kevlar et les fibres de carbone qui sont largement utilisés dans les secteurs de l’aéronautique, du sport automobile ou encore de l’industrie spatiale.
La partie théorique du TP nous a permis de comprendre qu’un matériau composite est constitué de l’association d’un renfort, généralement sous forme de fibres, et d’une matrice, souvent une résine polymère. Le renfort apporte les propriétés mécaniques tandis que la matrice assure la cohésion de l’ensemble, protège les fibres et transmet les efforts entre elles. Nous avons également étudié les avantages de ces matériaux par rapport aux matériaux métalliques traditionnels, notamment leur faible masse, leur bonne résistance à la corrosion et la possibilité d’adapter leurs propriétés en fonction de l’orientation des fibres.
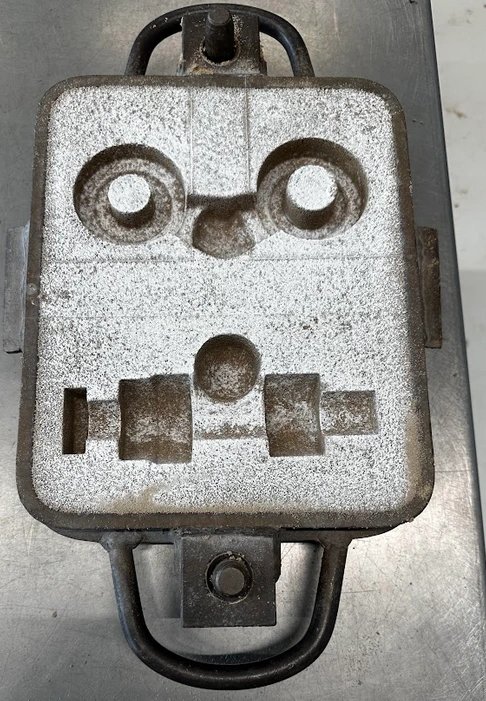
Après cette introduction, nous sommes passés à la réalisation pratique d’une plaque en fibre de carbone. Pour cela, nous avons utilisé des moules usinés par des étudiants de deuxième et troisième année. Chaque moule représentait un symbole, comme le dôme de La Grave, la croix occitane ou encore un taureau.
La fabrication de la plaque a débuté par la préparation du moule. Celui-ci a été soigneusement nettoyé puis recouvert d’un agent démoulant afin de faciliter l’extraction de la pièce après polymérisation. Nous avons ensuite découpé les nappes de fibre de carbone aux dimensions nécessaires avant de les disposer manuellement dans le moule.
Une fois les plis de carbone positionnés, nous avons imprégné les fibres avec une résine thermodurcissable afin d’assurer la liaison entre les différentes couches. Nous avons ensuite éliminé au maximum les bulles d’air et les excès de résine. La pièce a ensuite été mise sous pression favorisant l’imprégnation des fibres et en limitant les défauts internes.
Ce TP m’a permis de comprendre concrètement les différentes étapes de fabrication d’une pièce composite, depuis la préparation des matériaux jusqu’au démoulage.
Voici ci-dessous le produit finit de ce TP :